4 objetivos do PCP e as perguntas que eles ajudam a responder
Atualizado em 15/01/25 - Escrito por Marcos Chaves na(s) categoria(s): Planejamento e Controle da Produção / Produção

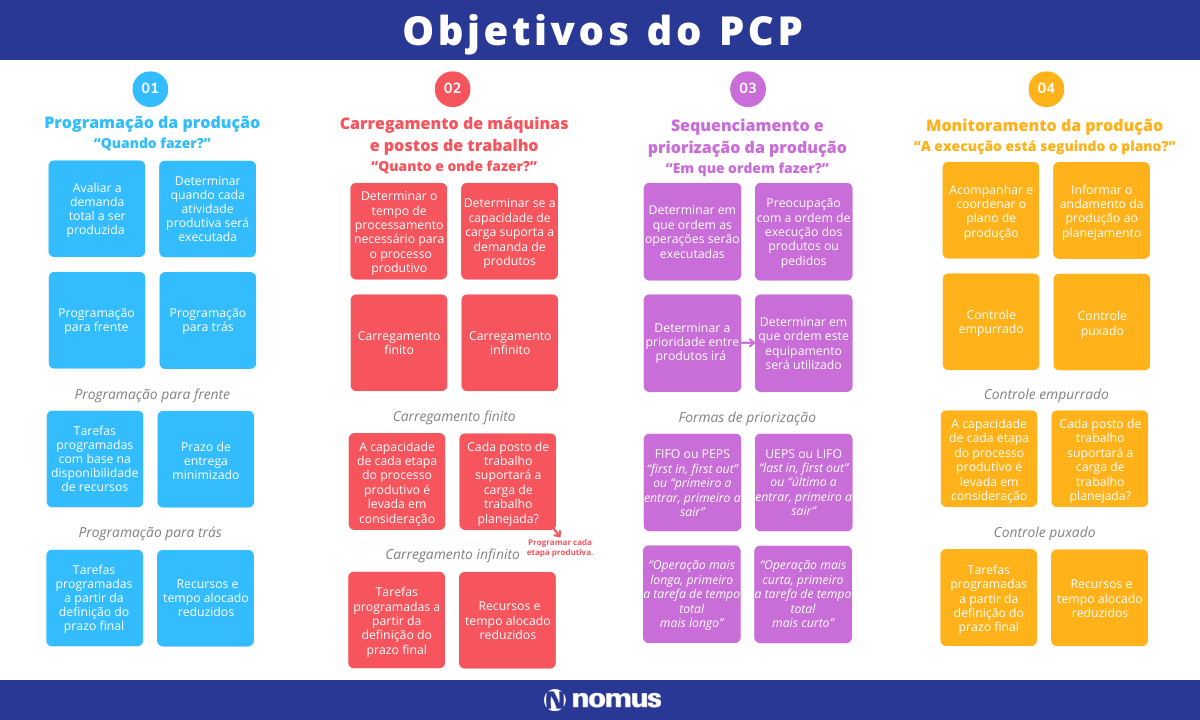
O planejamento e controle da produção diz respeito ao atingimento de 4 objetivos do PCP que se complementam:
- Programação da produção;
- Carregamento de máquinas e postos de trabalho;
- Sequenciamento e priorização da produção;
- Monitoramento da produção.
Veja na sequencia o detalhamento de cada um deles.
Lista dos objetivos do PCP:
Vamos agora a lista dos objetivos do PCP e como eles são utilizados nas indústrias.
1º – Programação da produção: “quando fazer?”
Programar a produção consiste em avaliar a demanda total a ser produzida pelo sistema produtivo e determinar quando cada atividade produtiva será executada. Há duas formas básicas para programar a produção: programar para frente ou programar para trás.
Programação para frente
Na programação para frente, programa-se a execução das tarefas para o primeiro momento em que os recursos estejam disponíveis e, a partir daí, a execução de cada etapa inicia a etapa posterior. Desta forma, minimiza-se o prazo de entrega.
Programação para trás
Por outro lado, na programação para trás, determina-se em qual momento a tarefa deve estar concluída. Feito isso, programa-se as tarefas para que esta data seja cumprida. Desta forma, minimizam-se os recursos e o tempo alocado.
2º – Carregamento de máquinas e postos de trabalho: “quanto e onde fazer?”
Para que a programação da produção seja cumprida, cada posto de trabalho deverá receber uma determinada carga de trabalho. Determina-se, por exemplo, a quantidade de horas de processamento que serão necessárias em uma etapa do processo produtivo. É necessário determinar se a capacidade de carga de uma determinada operação suporta a demanda de produtos.
Se for observado, por exemplo, que o processamento de determinada etapa levará 26h, podemos concluir que mesmo trabalhando em período integral, não será possível concluir esta tarefa em um dia de trabalho. De maneira geral, a etapa de carregamento pode considerar carregamento finito ou carregamento infinito.
Carregamento finito
No carregamento finito a capacidade de cada etapa do processo produtivo é levada em consideração. Assim, estuda-se se a capacidade de cada posto de trabalho suportará a carga de trabalho planejada e utiliza esta avaliação para programar cada etapa produtiva.
Carregamento infinito
No carregamento infinito não se leva em consideração a capacidade de cada posto de trabalho, a não ser como uma estimativa “grosso modo”. Como várias programações são possíveis em cada momento, calcular a capacidade de carregamento de cada etapa e de cada possível programação pode ser inviável. Uma estratégia que pode ser aplicada é utilizar carregamento finito apenas para o posto gargalo, utilizando-se a programação infinita (ou seja, que não leva em consideração as restrições de capacidade) para os demais postos de trabalho.
3º – Sequenciamento e priorização da produção: “em que ordem fazer?”
Sequenciar a produção significa determinar em que ordem as operações serão executadas. Cada produto possui um determinado fluxo de processos, embora em alguns casos seja possível haver certa variação possível na sequencia das operações. Mas no sequenciamento a preocupação principal é com a ordem ou prioridade em que os produtos ou os pedidos serão executados.
Muitas vezes, produtos diferentes compartilham uma mesma etapa de produção ou o uso de determinado equipamento. Assim, determinar a prioridade entre produtos irá determinar em que ordem este equipamento será utilizado.
Uma forma usual de priorização é chamada “FIFO” ou “PEPS” – “first in, first out” ou “primeiro a entrar, primeiro a sair”. Neste modelo de sequenciamento, os pedidos são executados na mesma ordem em que são recebidos.
Outras formas de sequenciamento comuns são: “último a entrar, primeiro a sair” (UEPS ou LIFO – “last in, first out”), “operação mais longa, primeiro a tarefa de tempo total mais longo” e “operação mais curta, primeiro a tarefa de tempo total mais curto”.
4º – Monitoramento da produção: “a execução está seguindo o plano?”
O monitoramento da produção diz respeito ao acompanhamento e a coordenação do plano de produção. Na medida em que a produção ocorre é necessário que o planejamento seja informado do andamento desta execução para que possa tanto avaliar o cumprimento dos planos quanto executar novas rodadas de planejamento.
Controle empurrado
No que tange a coordenação do fluxo de produção, é necessário diferenciar 2 alternativas: controle puxado e controle empurrado. No controle empurrado, cada posto de trabalho, ao concluir sua tarefa, passa (ou empurra) o material ou produto semi-acabado para a etapa seguinte que executa tão logo quanto possível sua tarefa, disparando a etapa seguinte e assim por diante.
Controle puxado
Já no controle puxado, ocorre o contrário: em determinada etapa, ao concluir o processamento da tarefa, o operador solicita (ou puxa) o material da etapa anterior. Ou seja, a conclusão de trabalho em uma etapa dispara a fabricação na etapa anterior que, por sua vez, puxa o trabalho da etapa imediatamente anterior, e assim por diante.
Infográfico 4 Objetivos do PCP
Sistema de gestão para colocar o PCP em prática
Agora que você já sabe mais sobre os objetivos do PCP e como eles podem ajudar a melhorar a gestão da sua fábrica, recomendo que conheça um sistema de gestão que pode auxiliar a sua equipe a transformar esses conceitos em realidade.
Para isso, recomendo que assista uma demonstração do Nomus ERP Industrial e entenda, na prática, como um sistema ERP para pequenas e médias indústrias funciona.
[Gratuito] Curso Completo de Introdução ao PCP
Você pode compreender melhor sobre o trabalho de um profissional de PCP através de um curso gratuito e com certificado que abrange todo o básico dessa carreira. Ele é gratuito e apresentado por Thiago Leão, engenheiro e gestor no setor industrial.
São quatro módulos onde você descobrirá conceitos, aplicação prática, exemplos do cotidiano das indústrias e uma planilha exclusiva para praticar. Basta clicar no banner abaixo e você também terá acesso a diversos outros cursos totalmente gratuitos de produção, controle de estoque, formação de preço de vendas e muito mais.
Assista ao curso gratuito Introdução ao PCP na fabricação de máquinas e equipamentos:
Veja mais artigos do Blog Industrial da Nomus:




5 Comentários
Participe! Deixe o seu comentário agora mesmo:
Sempre muito claro e objetivo!
Olá Tanara, muito obrigado pelo seu comentário! Ficamos felizes que tenha gostado do artigo.
Otima materia! Sou aluno da Unopar – Anapolis.
Muito interessante, agregou muito no curso q estamos realizando. Parabéns e obrigado.
Conteúdo claro, preciso e conciso. Ajuda muito a direcionar as empresas na sua gestão. Obrigada